





CBN vs PCD vs Ceramic Turning Inserts
We commonly get asked why high performance turning inserts should be used over the more conventional carbide substrates. Our range includes CBN, PCD and ceramic turning inserts and in this article we will summarise what each of them are and why you should be using them.
1、CBN Turning Inserts
What are CBN Turning Inserts?
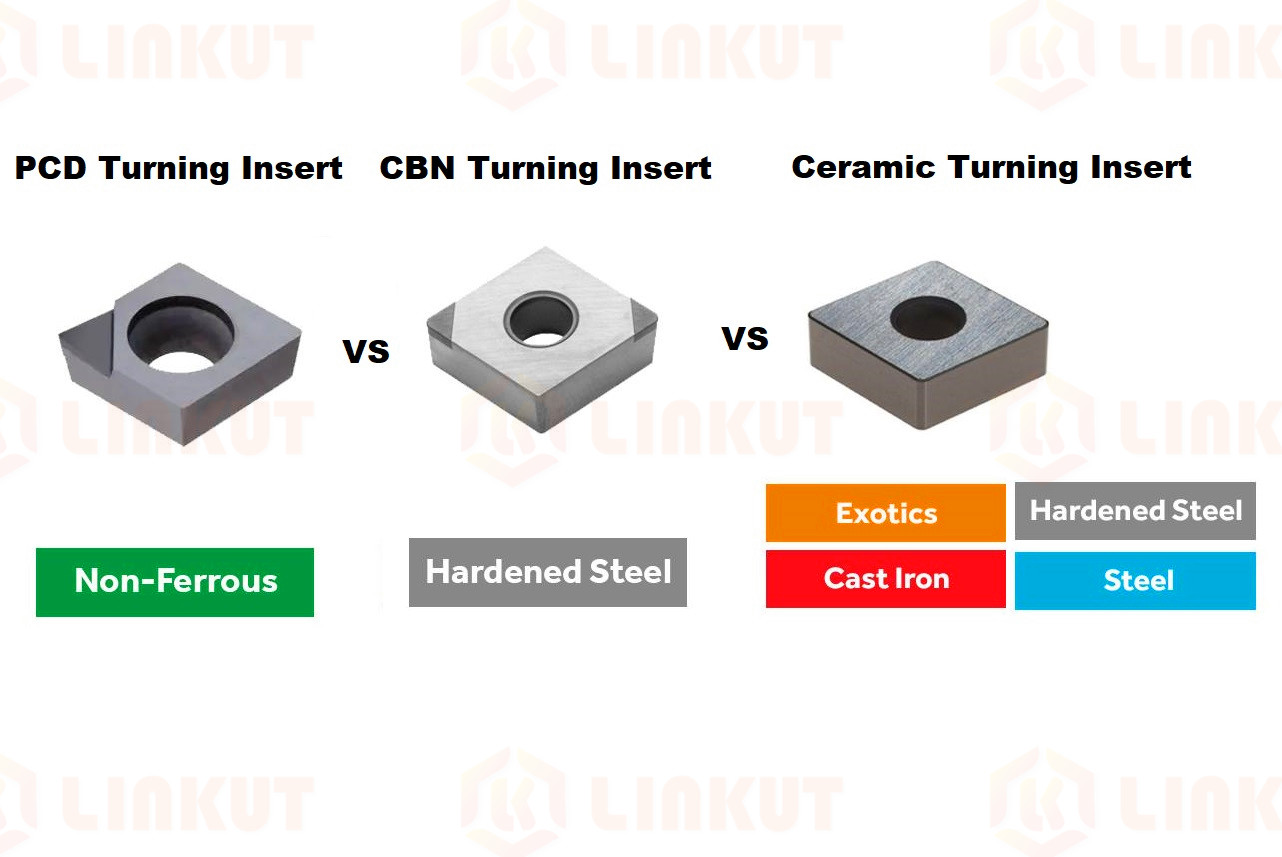
CBN stands for Cubic Boron Nitride and CBN turning inserts are specifically designed for high performance cutting of ferrous metals. Typically, these are particularly used for hardened steel up to 70 Rockwell, but are also good for abrasive cast iron and HRSA’s (heat resistant super alloys) such as Inconel.
CBN is made by combining ceramic materials with micron-sized cubic boron nitride fragments at high pressures and temperatures. It almost matches the hardness of diamond, therefore making it the second hardest material in the world with an approx. Hardness of 70 GPa. These properties ensure a low rate of wear and its ability to maintain close tolerances during machining.
Du to technological advancements in various industries, more manufacturers are using CBN turning inserts when machining harder materials that are more heat and abrasion resistant. These include the automotive, aerospace, oil and gas and medical industries.
What are the main advantages of CBN Turning Inserts?
+ Vastly improved cutting speeds and feeds
+ Higher metal removal rates
+ Provide excellent surface finish
+ Superior wear resistance
+ Extremely close tolerances during machining
+ Vastly extended tool life over standard Carbide Turning Inserts
CBN inserts also eliminate the need for additional grinding processes when machining. They are a cost-effective alternative to diamond tools.
What are PCD Turning Inserts?
PCD stands for Polycrystalline Diamond and PCD turning inserts are designed for high performance turning of non-ferrous and composite materials. This includes aluminium alloys, brass, carbon fibre, glass fibre, composites and abrasive plastics. PCD is an advanced material, similar to CBN and is made by combining together selected diamond particles at high pressure and temperature. These types of inserts have extreme hardness properties due to it’s own composition containing (90-95%) diamond, the hardest material in the world. Therefore, they can retain sharp cutting edges for longer and have good thermal conductivity.
PCD turning inserts have been around for over 40 years now and are already commonly used across a wide range of manufacturing processes such as furniture, aerospace and to produce other special alloy components.
What are the main advantages of using PCD inserts?
+ Give exceptional performance
+ Extreme tool life
+ Provides a mirror surface finish
+ High precision and high wear resistance
+ Lower cutting forces
+ Higher speeds, feeds and depths of cut
Therefore overall, PCD inserts can offer vastly improved performance and tool life over standard carbide inserts.
3、Ceramic Turning Inserts
What are Ceramic Turning Inserts?
Ceramic turning inserts are made from either aluminium oxide or silicon nitride. They provide excellent performance when machining hardened steel, cast iron, steel and exotics materials. They are also the most popular solution for fast metal removal on nickel-based alloys. Ceramic inserts can cost up to three times more per cutting edge compared to carbide inserts. However, the dramatic increase in cutting speeds which results in quicker cycle times mean production costs are greatly reduced.
Ceramic turning inserts are often used in aerospace where large components are machined due to the higher cutting speeds.
What are the main advantages of using Ceramic inserts?
+ Massively reduces cycle times
+ Lower production costs
+ Outstanding thermal shock resistance
+ Incredible tool life and wear resistance
+ Precise cutting and superior surface finish
To summarise, Ceramic inserts are a recognised alternative to standard carbide inserts due to their high heat resistance, longevity and overall improved performance.
What tool holders should be used with high performance turning inserts such as CBN, PCD and Ceramic?
For the best results with CBN and PCD turning inserts, you can use standard Boring Bars for internal applications and double clamp, lever lock and multi lock turning tools for external applications. The double clamp system minimises vibration and maximises tool life. Through coolant can also improve chip clearance and tool life.
For ceramic turning inserts there are dedicated turning tools and boring bars which will allow you to achieve maximum cutting data and tool life. Due to ceramic insert geometries not utilising the standard clamping method of conventional holders, a wedge or top clamp method is used to firmly clamp the insert in place.
Machining Tips for CBN, PCD and Ceramic Inserts
PCD is a synthetic diamond (up to 95% diamond, bonded to a tungsten carbide substrate), however, the diamond part is essentially pure carbon. Therefore, it is important that it is not used to machine ferrous materials, such as steel and cast iron, because at high temperatures the carbon atoms react with the part material to form iron carbide and can cause the diamond structures to collapse.
As PCD is extremely hard, it is also brittle. This means it is not suitable for unstable machining conditions where vibration can occur. Also we would usually advise to use coolant when machining with PCD tools.
Ceramic inserts are not very versatile and need extra care when machining. Since ceramic is more brittle (than a material like carbide), choosing a thicker insert would be wiser for strength where possible. Ceramic inserts also require very high cutting speeds and with reinforced geometries, these can be used for roughing and finishing applications operations. Wedge or top clamp style holders are used to securely hold ceramic inserts. coolant can be used but is also not recommended in certain applications, please contact out expert technical team for more advice.
CBN has boron as its primary element. These inserts are mainly suitable for for cutting hardened steel (HRc50-70) and best for light finishing. When machining CBN inserts no coolant is needed.
Summary
PCD (Polycrystalline Diamond) inserts are best used for machining non-ferrous materials. Although PCD has higher toughness than natural diamond, it’s still very brittle compared with other cutting materials. The most popular material machined with PCD is Aluminium, followed by plastics and brass.
CBN inserts. These are only designed for machining high hardened steels.
For ceramic inserts, we would recommend this for finishing and roughing applications. They also provide extended tool life through excellent wear resistance.
Previous Article:PCD Tools VS Carbide Tools—— What's The Difference
Next Article: The Four Major Tool Materials in Piston Machining
- What part of Cylinder Liner is PCBN Tool suitable for machining?
- What is the use of PCD Tools with a chipbreaker?
- Characteristics and Application of CVD Diamond Tools
- Types and Applications of MCD Diamond Tools
LINKUT Precision Tools CO.,Ltd
No. 70 Dianchang Road, High-tech Industrial Development Zone, Zhengzhou. China.
