





PCBN Inserts Failure Mode for Turning Hardened Steel
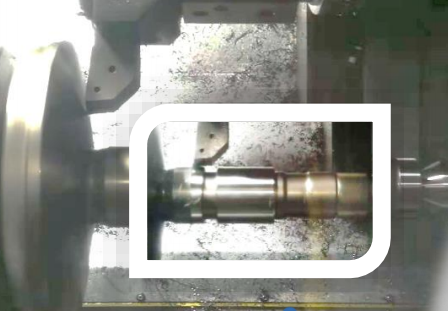
In actual machining, parts hard turning with PCBN inserts such as machined gear end faces, end faces with several oil holes, and spline shaft outer circles, which require
interrupted cutting, such as PCBN inserts for hardened (GCr15) bearing steel machining:
Compared with continuous cutting, the crater wear area of the rake face is much smaller during light interrupted machining process. This is because the tool is not always
in contact with the workpiece during interrupted cutting, the chips are broken, and the chips can be removed in time. most of the heat generated during cutting is carried away
by the chips. Therefore, the cutting heat accumulated near the cutting edge is less than the continuous cutting, resulting in the crater wear of the rake face is not being as wide
as continuous cutting. Compared with continuous and light interrupted cutting, the heavy interrupted cutting path is much less, so the crater wear of the rake face is not as deep
as the former two, and the area of the flank face is not bigger than the light intermittent.
Previous Article:The Impact Toughness of PCD Blanks
Next Article: Common Causes of Damage to PDC Drill Bits
- What part of Cylinder Liner is PCBN Tool suitable for machining?
- What is the use of PCD Tools with a chipbreaker?
- Characteristics and Application of CVD Diamond Tools
- Types and Applications of MCD Diamond Tools
LINKUT Precision Tools CO.,Ltd
No. 70 Dianchang Road, High-tech Industrial Development Zone, Zhengzhou. China.
