





Slewing Bearing Hard Turning Solution
The wear resistant and impact resistant performance balance make the CBN turning inserts become the kep step in the hard turning of slewing bearing and wind power slewing bearing.
In the bearing industry, the turning replace of the grinding process originates from the fact that the bearing ring is subjected to heat treatment and has a large amount of work for the grinding.
At present, some large bearings often use turning instead of grinding after the heatment to improve processing efficiency and processing quality. With the development of high-rigidity high
precision machine tools and hard turning tools, the turning replaces of grinding process has also evolved from large-scale slewing bearing and wind power bearing industry to medium and
small bearing rings (heat treatment using integral quenching process) in the turning process.
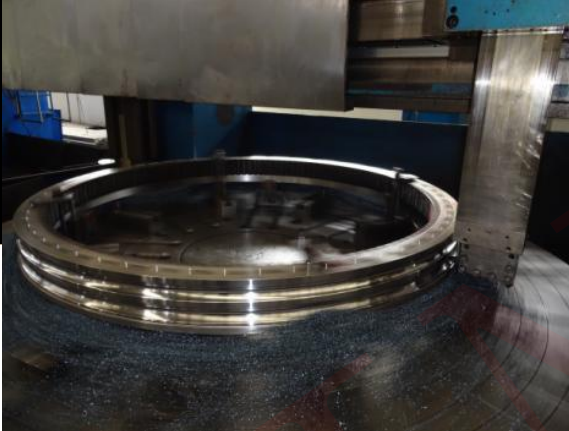
The surface of the slewing ring or wind power bearing ring is quenched to a hardness of HRC55-62, and the hardened layer is generally 3~5mm. The 50Mn or 42CrMo material slewing ring
and the wind power slewing ring are used for dry cutting. The slewing ring hard turning process poses a great challenge to the toughness and wear resistance of the hard turning inserts
because of the large machining allowance and the strict processing precision of the raceway and bearing surface after hardening (hard turning).
Our IBN200 solid cbn inserts RCGX120700 have successful application for the slewing bearing turning, compared with the Europe ceramic inserts, the tool life increased at least 3 times,
the cutting efficiency increase at least 30%.
Previous Article:What We Know for Wire Drawing Mold with CVD Diamond Film Coating?
Next Article: PCBN Inserts realized the high cutting efficiency for Gear Hard Turning
- Hardened Steel Finish Turning with PCBN Inserts
- Excellent Wear Resistance Solid CBN Inserts for White Cast Iron Machining
- Why CBN Cutting Tools are currently the best choice for machining Large Casting Roll?
- Introduction of The Service Life of Shaped Wire Drawing Die
LINKUT Precision Tools CO.,Ltd
No. 70 Dianchang Road, High-tech Industrial Development Zone, Zhengzhou. China.
